
Heike Semmler, Pascal Schuster and Ingrid K. Meier* *Evonik Corporation, 7001 Hamilton Boulevard, Trexlertown, PA 18087 ingrid.meier@evonik.com, (484) 954-601307.31.23
Abstract
Consumers often favor natural-looking wood flooring and cabinets, requiring a low gloss coating with a smooth tactile feel. This effect can be achieved by using sufficiently high levels of certain matting agents; however, there is a tendency for these heavily matted wood coatings to have poor mechanical and chemical resistance. High amounts of matting agents in waterborne wood coatings can also adversely affect the transparency and viscosity of the system, making formulating quite challenging.Advances in novel silica technology have recently enabled production of a new smaller particle size spheroidal precipitated silica that has the unique ability to boost the performance of traditional precipitated silica matting agents. This paper will describe these new particles and demonstrate how they can be used to formulate a transparent yet deep matte wood coating that has significantly improved scratch, burnish and mar resistance.
Introduction
Today consumers in many parts of the world want their wood flooring, trim and cabinetry to look and feel natural, and this requires a smooth, transparent, low gloss coating that protects the wood. Additionally, water-based wood coatings that are easier to clean up and have lower volatile organic carbon (VOC) contents are desired. However, these wood coatings must also have outstanding mechanical and chemical resistance in order to be durable enough that the resulting wood products have sufficient longevity.Currently, low VOC waterborne wood coatings still tend to be more susceptible to abrasion, scratching and marring than solvent-based wood coatings that use harder resins.
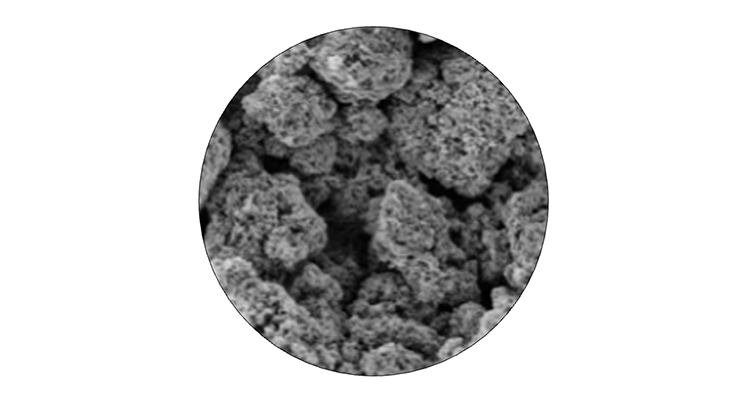
Wax-based matting agents can be used to reach semi-matte gloss levels with a fair degree of burnish and mar resistance, while natural and organic polymer fillers can achieve somewhat lower gloss levels. However, deep-matte wood finishes (60° gloss less than 5 GU and 85° gloss much less than 20 GU) often require the use of coatings containing silica-based matting agents. As seen in Figure 1, silica-based matting agents have rough, irregular surfaces and a fair degree of porosity due to their manufacturing processes.
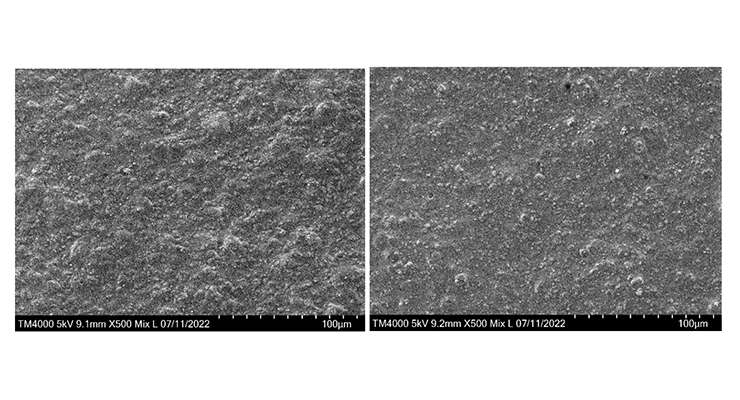
Surface treatment of these silicas can improve their haptic properties and render them better suited to certain types of binders and coating types; however, the matting mechanism remains the same – diffuse reflection of light from the roughened surfaces present on the surface of the dried coating. That said, both organic fillers and silica-based matting agents can increase a coating’s viscosity at higher use levels and tend to be friable, particularly under the conditions experienced by many wood surfaces; therefore, wood coatings containing them can experience burnishing or polishing when the rubbing forces break off the edges of the particles nearest the surface. The end result is a loss of the surface roughness, as shown in Figure 2, and an increase in gloss and reduction in matting occurs. Thus, any technology that could enable a deep-matte wood coating that resisted burnishing would be truly game-changing.
Approximately ten years ago, Hagar and Gallis developed a continuous process for producing spherical precipitated silicas and alkali aluminosilicates that proved useful as abrasive cleaning agents in dentifrice compositions.1-4 This novel process, in which an acidulating agent and alkali metal silicate are continuously fed into a loop reaction zone comprising a stream of liquid reaction medium, can be run using a broad range of reaction conditions to generate spherical silica particles with unique properties. Additionally, the ability to produce spherical precipitated silica particles with very low surface area, low oil absorption, and an extremely narrow particle size distribution became possible.5
These properties enabled the production of precipitated silica particles that were particularly useful in coatings formulations because these new spherical precipitated silicas did not cause significant viscosity increases, unlike the majority of commercial precipitated silicas and aluminosilicates that have much higher oil absorption values.
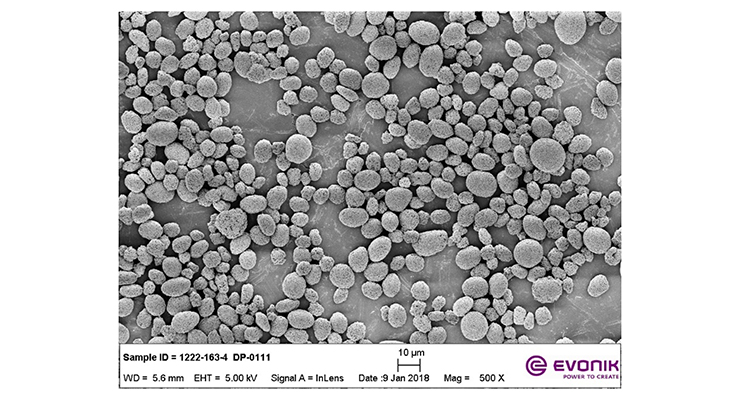
As seen in the scanning electron micrograph in Figure 3, the morphology of these novel precipitated silicas is quite different from that of ground minerals or other precipitated silicas. Fortuitously, these novel silica particles were found to be useful in increasing the burnish resistance and wet scrub resistance of interior architectural coatings as well as in providing matting and physical property improvements in powder coating formulations.6-7
Initial investigations in architectural coatings focused on spherical precipitated silicas with average particle sizes between 5 and 15 microns, replacing the softer calcium carbonate in flat paints with the harder spherical silica. However, evaluations of these first spherical silicas in wood coating formulations highlighted two challenges. The spherical nature combined with the higher specific gravity of these particles relative to that of the liquid coating media tended to cause them to settle out of the less viscous wood coating formulations. Moreover, the particle sizes of the first spherical silicas were large enough to cause them to adversely affect the coating’s transparency.
More recently, both larger and smaller particle size spherical silicas were engineered and produced; they were found to dramatically improve wet scrub resistance, as well as burnish resistance, of interior architectural paints.8 Now that a spherical silica with a smaller median particle size was possible, it was decided to revisit the performance of this new silica technology in wood coatings in the hope that the smaller spherical silica could still improve the coating’s durability but with less of an impact on its transparency.
Additionally, advances in fumed silica rheology modifier technology provided a new option for increasing the low shear viscosity of waterborne wood coatings.9 Thus, suitable wood coating formulations with high enough low shear viscosities to prevent settling of the spherical particles now seemed possible.
Results and Discussion Experimental Materials
Precipitated spherical silica particles (SPH 5.5 and EXP 0002-1) were prepared on a commercial scale according to the methods described in the patent literature.1-4Precipitated silica has a Mohs hardness of 6, a specific gravity of 2.0, and a pH of 6.5 - 8.5 at 5 wt.% in water; the two grades studied here have nitrogen surface areas (B.E.T.) of less than 12 m2/g and oil absorption values between approximately 30 - 60 mL/100 g (ASTM D 281).
The aqueous dispersion of functionalized fumed silica, WF 7620, was obtained as a commercial material from Evonik Corporation; it contains 20 wt.% active functionalized silica rheology modifier and 60 wt.% water. Typically, 5-10 wt.% of the WF 7620 is added in the let-down stage under low shear, as the active silica has already been pre-dispersed to a very small particle size.
Ceramic microsphere CMS 5.1 was obtained from 3M as a commercial product; it has a specific gravity of 2.4 and a pH of 9.9 - 12.0 (ASTM E70). All other ingredients were acquired as commercial materials and used as received.
Particle Size Analysis
The particle size distribution data for the specific particles evaluated in this work was measured using an internally developed test method that follows ISO 13320 and employs a Coulter LS particle size analyzer.
Preparation and Application of Coating Formulations
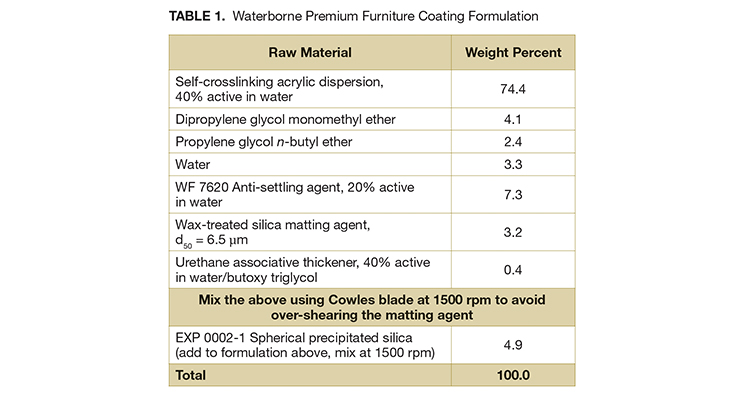
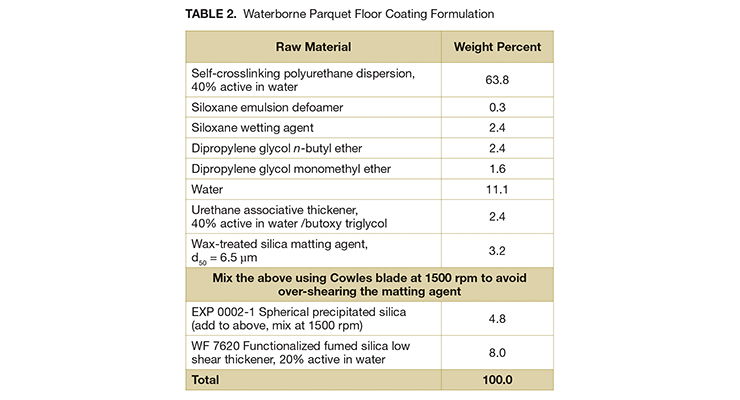
Waterborne wood coatings formulations were prepared using the formulations shown in Tables 1 and 2. Note that the low shear viscosity of both formulations was increased using the aqueous dispersion of functionalized fumed silica, WF 7620, as a low shear thickener. This resulted in uniform distribution of the spherical precipitated silica particles in the coating formulations and prevented settling, significantly improving in-can stability.
One-component, waterborne furniture coating formulations such as that shown in Table 1 were prepared using either a wax-treated silica, polyethylene wax dispersion or organic polymeric filler as the matting agent to target low 60º gloss levels with 85º gloss values below 20 GU. Formulations were allowed to stand at room temperature overnight before measuring their rheology; they were then applied at 200 microns wet film thickness to black polymethylmethacrylate (PMMA) film. After drying for seven days at room temperature, each panel was evaluated for 60º and 85º gloss, transparency, burnish resistance and mar resistance using the five-finger multi-scratch test as
described below.
One-component, waterborne parquet floor coating formulations such as that shown in Table 2 were prepared. Formulations were allowed to stand at room temperature overnight before measuring their rheology; they were then applied in multiple layers (200 g/m2 in total) with intermediate sanding on oak parquet using a mohair roller. After drying for seven days at room temperature, each panel was evaluated for scratch resistance using the mini-Martindale and black heel mark resistance tests described below.
Evaluations of Wood Coating Formulations
Viscosities at differing shear rates were determined using an Anton-Paar MCR 102 rheometer with a cone/plate measuring geometry. Gloss values were measured using a BYK-Gardner haze-gloss meter.
Transparency was evaluated on dried coatings that had been applied to black PMMA film. A Gretag-Macbeth SpectroEye™ reflection spectrophotometer was calibrated in “Density” mode and the filter holder was turned to position “yellow.” At least five single measurements were performed, ensuring that only undamaged (e.g. pinholes, inclusions, scratches, air bubbles, etc.) areas of the coating were used. An average ∆Y value for each matte coating relative to the unmatted coating was reported. Higher ∆Y values represent less blue haze and better transparency.
Burnish resistance was measured in the following manner. Coatings were drawn down at a 200 µm wet film thickness on black PVC foil. After the coatings had dried for 7 days at room temperature, 60º and 85º gloss values were measured. Burnishing was conducted using a Regmed RAS -21 ink rub tester equipped with a 1.8 kg weight covered with felt. After 600 strokes, gloss measurements were remeasured and the difference in 85º gloss before and after burnishing was noted.
The five finger multi-scratch test was conducted using a TABER® Multi-Finger Scratch / Mar Tester – Model equipped with 7 mm in diameter semi-hemispherical tungsten carbide mar tips loaded with 1 N, 2 N, 3 N, 4.5 N and 5 N weights.
The mini-Martindale scratch test was conducted using a Mini-Martindale Abrasion Tester Model 1302 equipped with a Scotch-Brite™ cut and polish disc made with aluminum oxide abrasive. A 6 N weight and 100 cycles were employed.
The black heel mark resistance test was conducted using a rubber block (S4 96 hardness) attached to a pendulum head which was forced to move from a height of 53 cm and a speed of 2 m/sec over the conditioned surface. The resulting black marks are evaluated visually.
Results
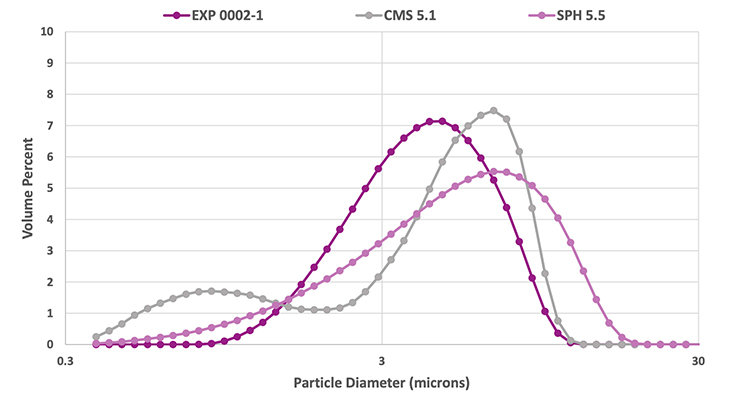
Particle Size Distributions of Smaller Spherical ParticlesThe particle size distribution data for the two spherical precipitated silicas, SPH 5.5 and EXP 0002-1, and an alkali aluminosilicate ceramic microsphere, CMS 5.1, are compared in Figure 4. From this data, one can see that the ceramic microsphere has a broader particle size distribution than the spherical precipitated silicas. Additionally, the bimodal particle size distribution seen for the 5-micron ceramic microsphere, CMS 5.1, can present a challenge because the larger number of fine particles can result in an undesirable viscosity increase due to their higher surface area.
The smaller particle size EXP 0002-1, with a median particle size of 4.4 microns, also has a significantly lower fraction of particles larger than 10 microns; therefore, EXP 0002-1 should have much less of an effect on matting than SPH 5.5 even though SPH 5.5 has a median particle size of 5.5 microns.
Evaluations in a Waterborne Premium Furniture Coating Formulation
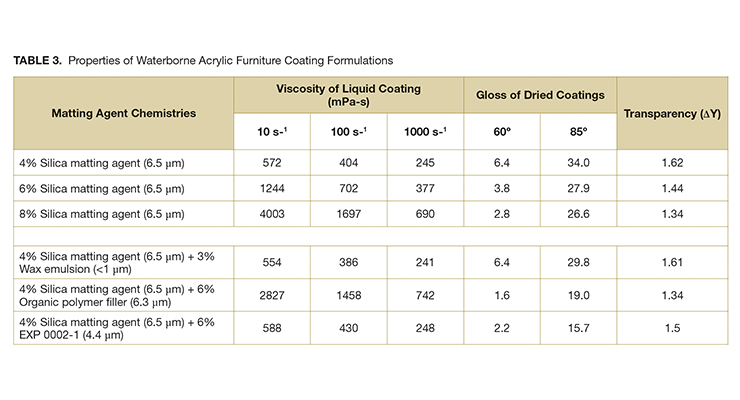
Table 3 compares the viscosities of several waterborne self-crosslinking acrylic furniture coating formulations similar to that shown in Table 1, as well as the 60º and 85º gloss values and transparency of the coatings. While higher use levels of the silica matting agent can decrease the 60º gloss, the formulation viscosity increases significantly, transparency worsens, and the 85º gloss value seems to plateau at a value above 25 gloss units. Combining 3% of a polyethylene wax emulsion with 4% of the silica matting agent appears to have no effect on the coating’s 60º gloss and does not drop the 85º gloss into the deep-matte, whereas combining 6% of the organic polymer filler with 4% of the silica matting agent does drop the 60º and 85º gloss values but at the expense of viscosity and transparency. Using 6% of the EXP 0002-1 spherical precipitated silica in combination with 4% of the silica matting agent drops the 60º and 85º gloss values into the deep-matte region while having minimal impact on viscosity and maintaining a fairly good level of transparency. Interestingly, the coating containing the EXP 0002-1 as the “matting agent booster” also has a smooth, natural feel similar to that achievable by using waxes.
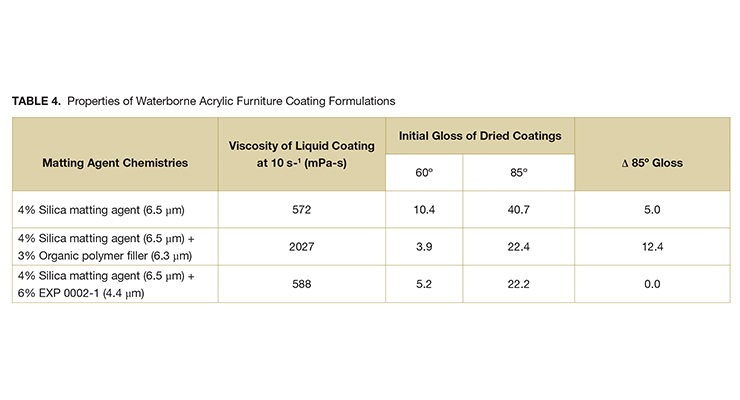
The burnish resistance of three waterborne acrylic furniture coatings similar to those above was evaluated and is reported in Table 4. Significant burnishing is seen when using 4% of the silica matting agent, and burnishing worsens when 3% organic polymer filler is used in combination with the 4% silica matting agent. However, combining 6% of the EXP 0002-1 spherical precipitated silica with 4% of the silica matting agent yields both excellent matting and burnish resistance.
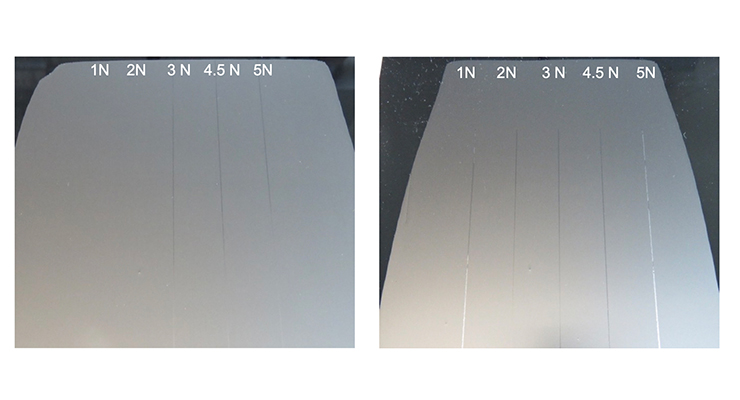
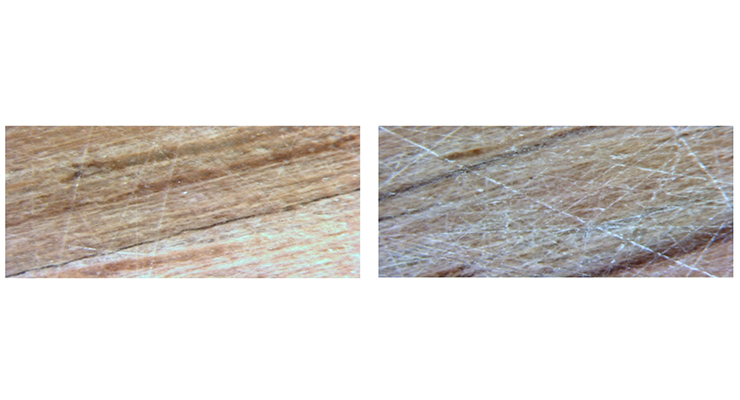
The mar resistance of the waterborne furniture coatings containing 4% silica matting agent with and without the 6% EXP 0002-1 were measured and the results are shown in Figure 5. Deep scratches are visible even when the 1 N weight is used on the coating that does not contain EXP 0002-1; however, adding the EXP 0002-1 in combination with the silica matting agent prevents visible marks at 1 and 2 N and lessens the depth of scratches observed for the higher weights. Clearly, the EXP 0002-1 provides significant mar resistance benefits to this deep-matte wood coating.
Evaluations in a Waterborne Parquet Floor Coating Formulation
Figure 6 compares the mini-Martindale abrasion resistance test results for two 1K waterborne polyurethane emulsion-based parquet floor coating formulations similar to that shown in Table 2. The incorporation of the spherical precipitated silica, EXP 0002-1, in the matte wood coating formulation improves its scratch resistance relative to that of the formulation that employs a polyethylene wax.
Figure 7 compares the black heel mark resistance test results for the same two self-crosslinking polyurethane emulsion-based parquet floor coating formulations. The incorporation of the spherical precipitated silica, EXP 0002-1, in the matte wood coating formulation also improves its mar resistance relative to that of the formulation that employs the polyethylene wax.
Conclusions
This work has demonstrated that spherical precipitated silica particles can provide significant advantages when properly formulated into water-based wood coating formulations. In particular, the new smaller particle size EXP 0002-1, with a median particle size of 4.4 microns, has high transparency and its low surface area prevents an increase in coating viscosity even at high use levels. Because of the hardness and unique morphology of EXP 0002-1, it is able to protect silica-based matting agents from mechanical stresses and significantly improve the burnish, abrasion, scratch and mar resistance of deep-matte wood coatings. Thus, natural-looking, durable, waterborne deep-matte wood coatings with high surface smoothness are now possible!Acknowledgments
The authors would like to thank Karl Gallis for designing and arranging the production of pilot and production scale spherical precipitated silicas.References
1. W. J. Hagar and K. W. Gallis, Continuous Silica Production Process and Silica Product Prepared from Same, US Patent 8,609,068 B2, 2013.2. W. J. Hagar and K. W. Gallis, Continuous Silica Production Process and Silica Product Prepared from Same, US Patent 8,945,517 B2, 2015.
3. W. J. Hagar and K. W. Gallis, Continuous Silica Production Process and Silica Product Prepared from Same, US Patent 9,327,988 B2, 2016.
4. W. J. Hagar and K. W. Gallis, Continuous Silica Production Process and Silica Product Prepared from Same, US Patent 9,617,162 B2, 2017.
5. W. J. Hagar, R. L. Romer, W. C. Fultz and K. W. Gallis, Coating Compositions Comprising Spheroid Silica or Silicate, US Patent 9,028,605 B2, 2015.
6. R. Romer, Spherical Precipitated Silica, Paint & Coatings Industry Magazine, 2017.
7. B. Resch, Novel Synthetic Silica for Matting Powder Coatings, Presentation at Powder Coating Summit, 2021.
8. I. K. Meier and T. Hazim, New Tools for Improving the Durability and Maintaining the Appearance of Architectural Coatings, Paint & Coatings Industry Magazine, 2022.
9. AERODISP® WF 7620: Functionalized AEROSIL® fumed silica dispersion for waterbased coatings,” Evonik Operations GmbH, 2021.
